고객사(Client) 세계 최고 수준의 제조사들이 신뢰하는 ANALYZER
제품정보 정밀 검사. 검증된 성능.
주요 제품
내경 결함 검사
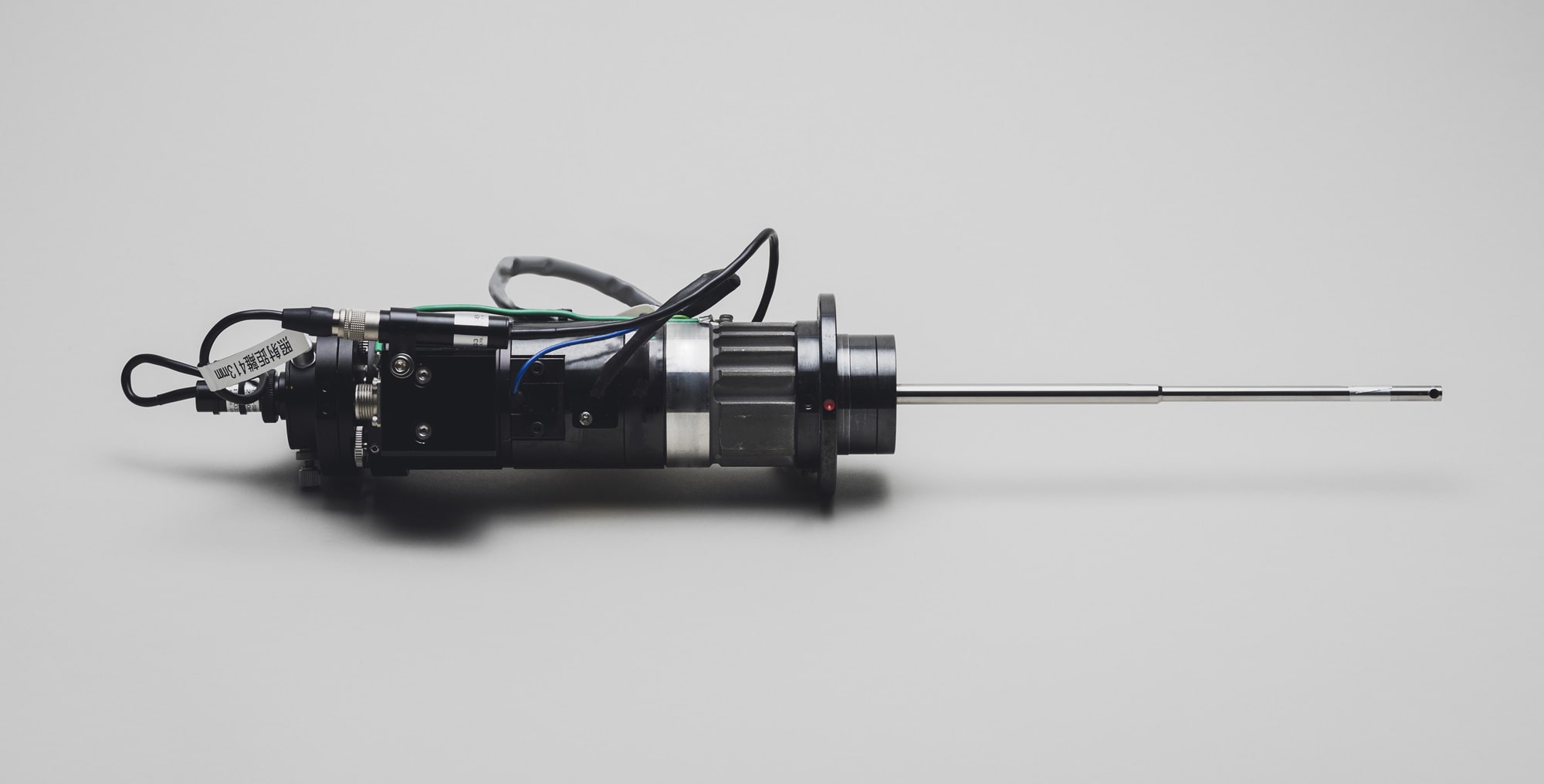
ANALYZER3 Φ6
검사 가능한 내경 기준:Φ7mm~Φ30mm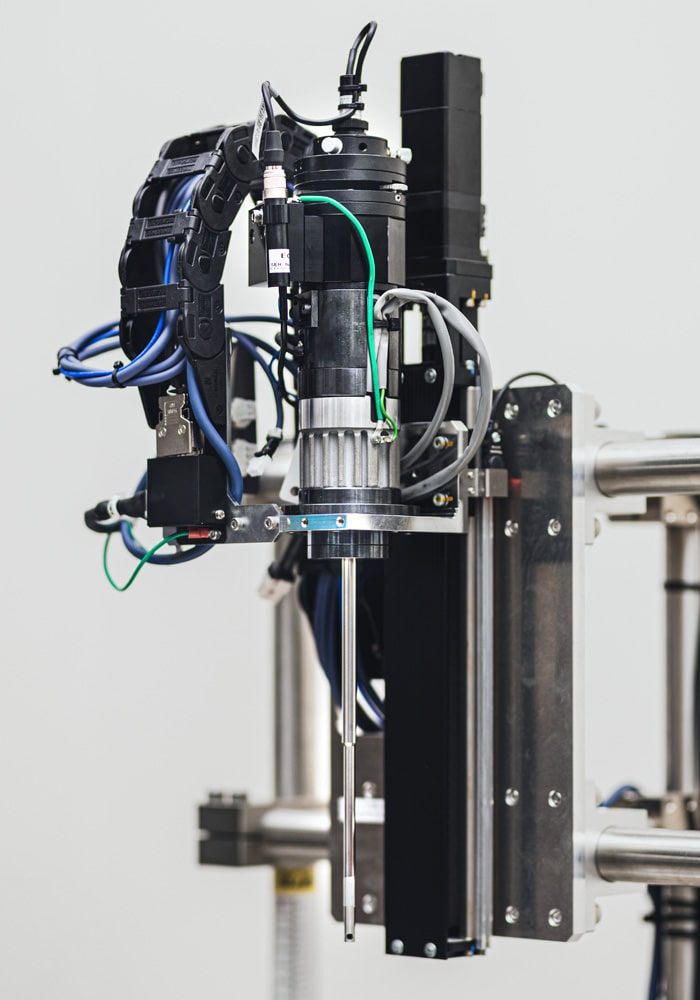
내경 결함 검사
ANALYZER3 Φ6
검사 가능한 내경 기준:Φ7mm~Φ30mm
검사 대상 홀 직경이 Φ7mm 이상인 내경 검사 표준 모델입니다.
양산 라인에 대응하기 위해 검사 정밀도, 검사 스피드, 내구성, 견고성(robust)을 높인 내경 검사 장치입니다.
문제 해결
- 완전 자동 검사로 인건비를 대폭 절감합니다.
- 주관적 판단을 배제 — 디지털 기준으로 일관된 품질을 보장합니다.
- 과도한 품질 기준으로 인한 과잉 불합격 판정을 방지합니다.
- 검사 시간을 대폭 단축하여 생산 라인을 효율적으로 유지합니다.
제품 사양
장치 사양
| 형식(모델) | SG-LSDC-6-203-15K-STD |
|---|---|
| 방식 | 광학 스캐닝 방식 |
| 광원 | 적색 반도체 레이저(파장640nm 최대40mW) |
| 레이저 등급 | 등급3B |
| 검출 성분 | 직접광 |
| 대상 구경 | Φ7mm~ |
| 회전 수 | 15,000rpm |
| 유효 측정 길이 | 200mm |
| 최소 검출 사이즈 | 0.2mm |
| 검사 속도의 기준 | 약 4초 ※측정 길이100mm, 분해 능력0.1mm의 경우 |
| 샘플링 주파수 | ~2,400kHz |
| 전원 | 100, 200V |
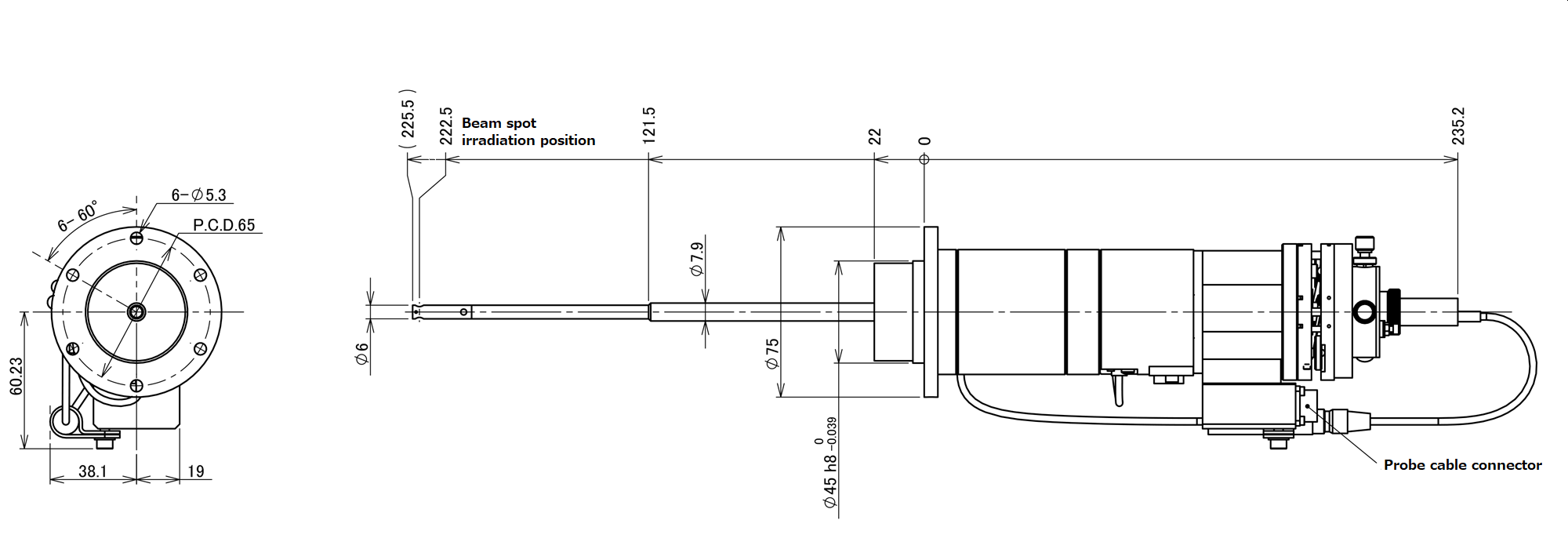
개략 도면
그밖의 제품 일람

| 제품 명 | 형식(모델) | 대상 구경 | 회전 수 | 유효 측정 길이 | 최소 검출 사이즈 | ||
|---|---|---|---|---|---|---|---|
|
SG-LSDC-6-203-15K-STD | Φ4mm〜 | 10,000rpm | 50mm | 0.2mm | ||
|
SG-LSDC-8-190-15K-STD | Φ9mm〜 | 15,000rpm | 190mm | 0.2mm | ||
|
SG-LSDC-6-203-18K-NEO | Φ7mm〜 | 18,000rpm | 200mm | 0.2mm | ||
|
SG-LSDC-6-203 | Φ7mm〜 | 15,000rpm | 200mm | 0.2mm | ||
|
SG-HDRM5 | Φ7mm〜 | 15,000rpm | 200mm | 0.2mm |





제품 개요
제품의 특징
- 비파괴, 비접촉으로 검사할 수 있습니다.
- 육안으로는 미치지 못하는 부분을 검사할 수 있습니다.
- 결함의 판정 기준을 설정함으로써 OK/NG판정을 자동화 할수 있습니다.
- 레이저를 제품에 쬐여서 반사광을 포착하기 때문에 외란광의 영향이 적습니다
- 검사 데이터가 결함 정보와 같이 남아있기 때문에 제조 공정에 피드백이 가능합니다.
제품 도입의 장점
검사 비용 절감.
불량품이 라인 밖으로 유출되기 전에 차단합니다.
완전한 이력 추적 — 모든 검사 결과가 기록됩니다.
검사자 간 품질 판단의 편차를 완전히 해소합니다.
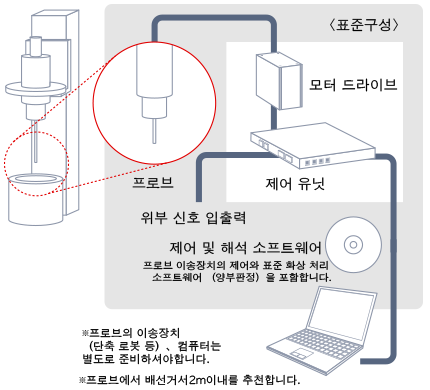
시스템 구성
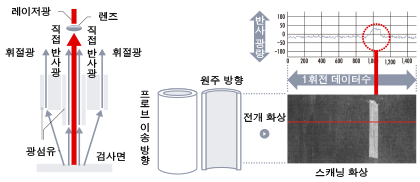
동작 원리
STEP1
레이저 광을 쬐여서 검사 대상 표면 전체를 스캔 해 갑니다.
STEP2
결함으로 발생하는 빛의 각도가,직접광과 회절광으로 크게 다른것을 이용하여각각의 반사 광량을 분리 수광합니다.
STEP3
광량의 변화를 독자의 알고리즘으로 해석하고 기포・결함・깨짐등을 자동판정합니다.
도입 사례 500대 이상. 110개사. 11개국 이상. 자동차 산업 및 그 이상의 분야에서 검증 완료.
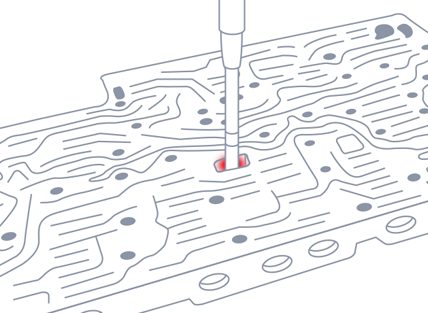
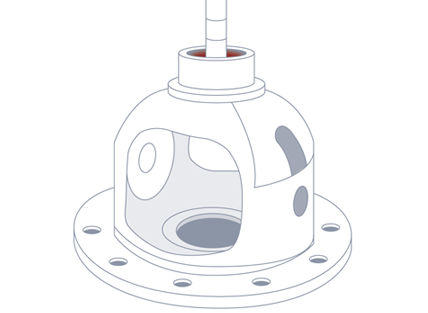
밸브 바디의 기포 검사
밸브 바디는 AT차에 사용되는 부품입니다.변속을 컨트롤하는 심장부입니다.이 부품에 결함이 있을 경우 변속 쇼크가 발생하기 쉬워집니다.밸브 바디에는 구경이 다른 복수의 홀이 뚫려 있어 그 홀의 벽면에 결함이 없는지 해당 장치로 검사하고 있습니다.
검사 절차
- 제품을 장치에 세팅합니다.
- 머시닝 센터에서 프로브와 제품 센터 조정을 진행합니다.
- 내벽면을 검사하고 OK/NG의 판정을 실행합니다.
- 2와3을 복수 구멍으로 반복하고 최종 판정을 실행합니다.
- 제품이 배출됩니다.
사용 환경 등
| 장치 설치 장소 | 공장 라인 내 |
|---|---|
| 사용 프로브 | 프로브 회전 타입 SG-LSDC-6-203 |
| 주요 검사 | 기포, 결함, 박리, 깨짐, 타흔 등 |
| 검사 대상 직경・측정 길이 | Φ8~15mm L=40~80mm |
| 택트(tact) 타임 | 약60초(10홀검사) |
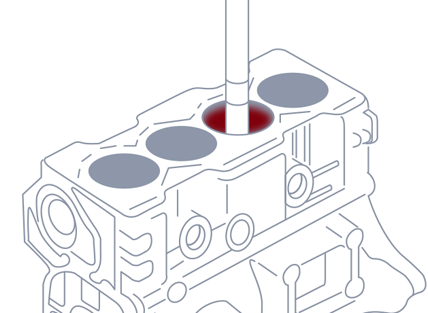
엔진 블록의 기포 검사
자동차 엔진의 주요 부품의 검사에 사용됩니다.
검사 절차
- 벨트 컨베이어로 제품을 운송합니다.
- 스테이지(stage)에서 제품 위치 결정・리프트업 합니다.
- 내벽면을 검사하고 OK/NG 판정을 실행합니다.
- OK품은 후 공정으로 NG품은 육안으로 재 검사합니다.
사용 환경 등
| 장치 설치 장소 | 공장 라인 내 |
|---|---|
| 사용 프로브 | 프로브 회전 타입 SG-LSDC-8-190 |
| 주요 검사 | 기포, 결함, 박리, 깨짐, 타흔 등 |
| 검사 대상 직경・측정 길이 | Φ80mm L=120mm |
| 택트(tact)타임 | 약 40초(4홀검사) |
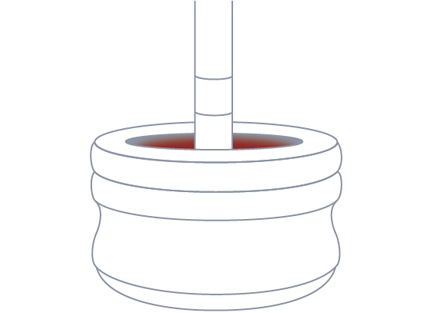
슬리브의 기포 검사
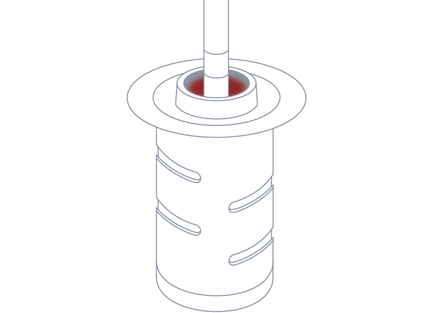
검사 절차
- 인덱스 테이블로 제품을 운송합니다.
- 내벽면을 검사하고 OK/NG의 판정을 실행합니다.
- OK품은 다음공정으로 NG품은 결함 종류 별로 배출됩니다.
사용 환경 등
| 장치 설치 장소 | 공장 라인 내 |
|---|---|
| 사용 프로브 | 프로브 회전 타입 SG-LSDC-6-203 |
| 주요 검사 | 기포,결함,미가공 등 |
| 검사 대상 직경・측정 길이 | Φ12mm L=65mm |
| 택트(tact)타임 | 약 5초 /개 |
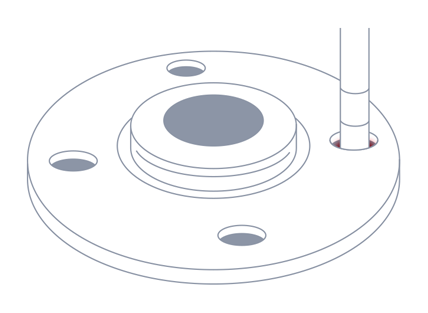
디퍼렌셜 케이스의 나사 홀 검사
검사 절차
- 제품을 사람이 손으로 세팅하고 기동 레버를 누릅니다.
- 셔터가 닫히면 동시에 검사를 개시합니다.
- 제품을 인덱스 테이블로 회전하면서 나사 홀을 12군데 검사합니다.
사용 환경 등
| 장치 설치 장소 | 공장 라인 내 |
|---|---|
| 사용 프로브 | 프로브 회전 타입 SG-LSDC-6-203 |
| 주요 검사 | 기포 |
| 검사 대상 직경・측정 길이 | M11mm L=20mm |
| 택트(tact) 타임 | 약45초 (12홀검사) |
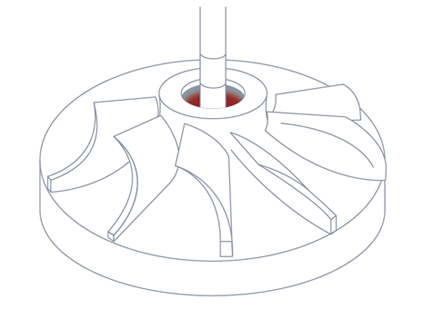
임펠러(Impeller )의 결함 조사
검사 절차
- 6축 로봇으로 제품을 스테이션에 세팅합니다.
- 임펠러(Impeller )의 축홀 내경을 검사하고 OK/NG 판정을 실행합니다.
- OK품은 다음 공정으로 NG품은 육안으로 재 검사합니다.
사용 환경 등
| 장치 설치 장소 | 공장 라인 내 |
|---|---|
| 사용 프로브 | 프로브 회전 타입 SG-LSDC-2.3-50 |
| 주요 검사 | 결함 |
| 검사 대상 직경・측정 길이 | Φ5mm L=60mm |
| 택트(tact)타임 | 약 15초 /개 |
베어링의 조도(거칠기) 불량 검사
검사 절차
- 인덱스 테이블로 제품을 운송합니다.
- 내(외)벽면을 검사하고 OK/NG 판정을 실행합니다.
- OK품은 다음 공정으로 NG품은 육안으로 재검사합니다.
사용 환경 등
| 장치 설치 장소 | 공장 라인 내 |
|---|---|
| 사용 프로브 |
|
| 주요 검사 | 조도 불량 |
| 검사 대상 직경・측정 길이 | Φ30mm L=15mm |
| 택트(tact) 타임 | 약4초 |
나사홀 검사
검사 절차
- 인덱스 테이블로 제품을 운송합니다.
- 나사 홀을 4홀 검사하고 각홀의 OK/NG 판정을 실행합니다
- OK품은 다음 공정으로 NG품은 육안으로 재검사합니다.
사용 환경 등
| 장치 설치 장소 | 공장 라인 내 |
|---|---|
| 사용 프로브 | 프로브 회전 타입 SG-LSDC-2.3-50 |
| 주요 검사 | 혼입,나사 피치 등 |
| 검사 대상 직경・측정 길이 | M6mm L=10mm |
| 택트(tact) 타임 | 약10초(4홀검사) |
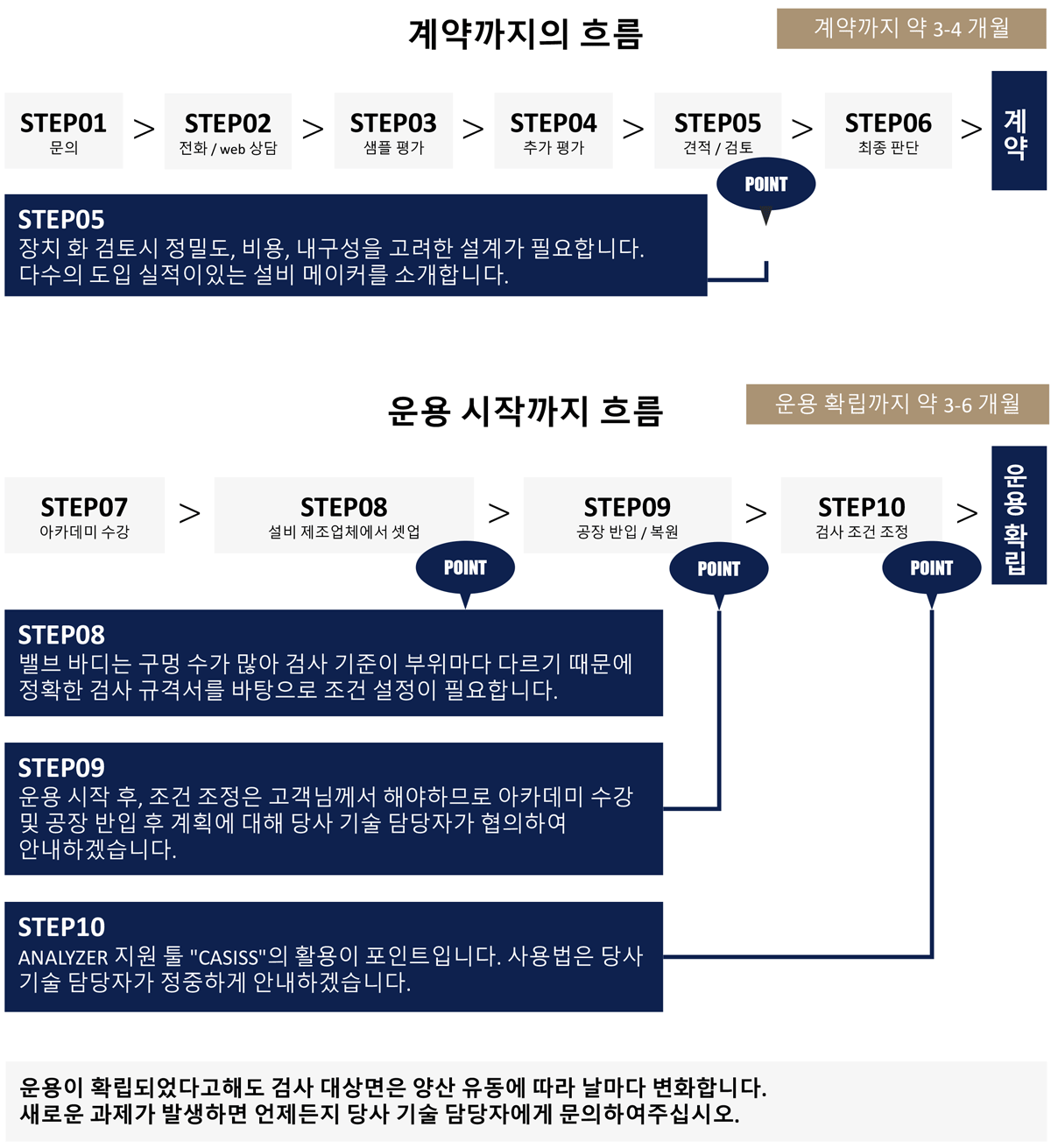
운용개시까지의 흐름 첫 문의부터 본격 가동까지 — 전 과정을 안내해 드립니다.
판매 회사 일람 한국 내 공식 판매 파트너사
| 협력사 기업명 | 아카데미 수강 및 인정 테스트 합격 | 10대 이상의 판매 실적 | |
|---|---|---|---|
| 내외엔티교역(주) | |||