客户 获得全球顶级制造商的信赖
产品信息 精准检测。实力经过验证。
主要产品
内径缺陷检测
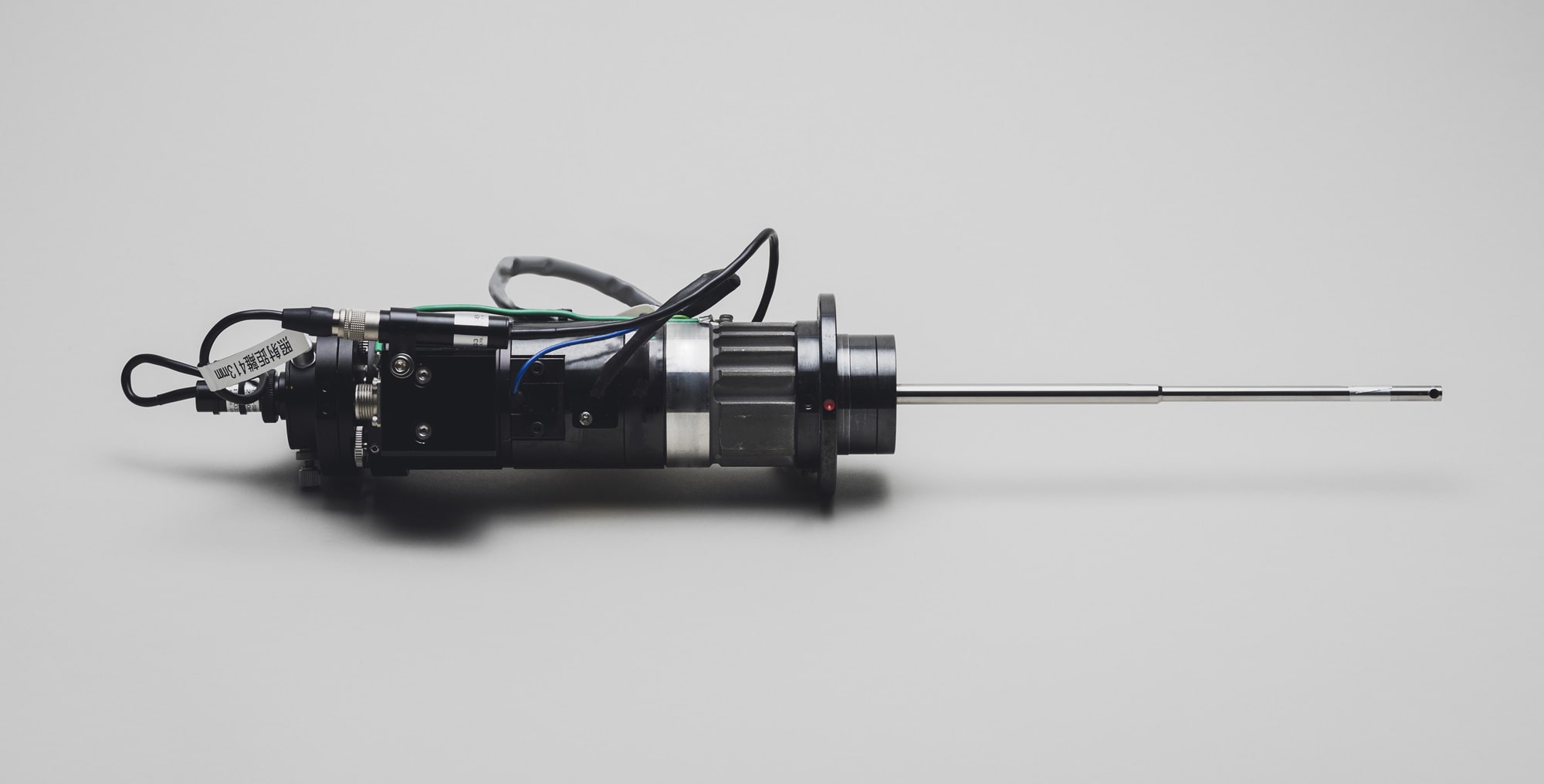
安奈测3 Φ6
可以检测的目标直径:Φ7mm~Φ30mm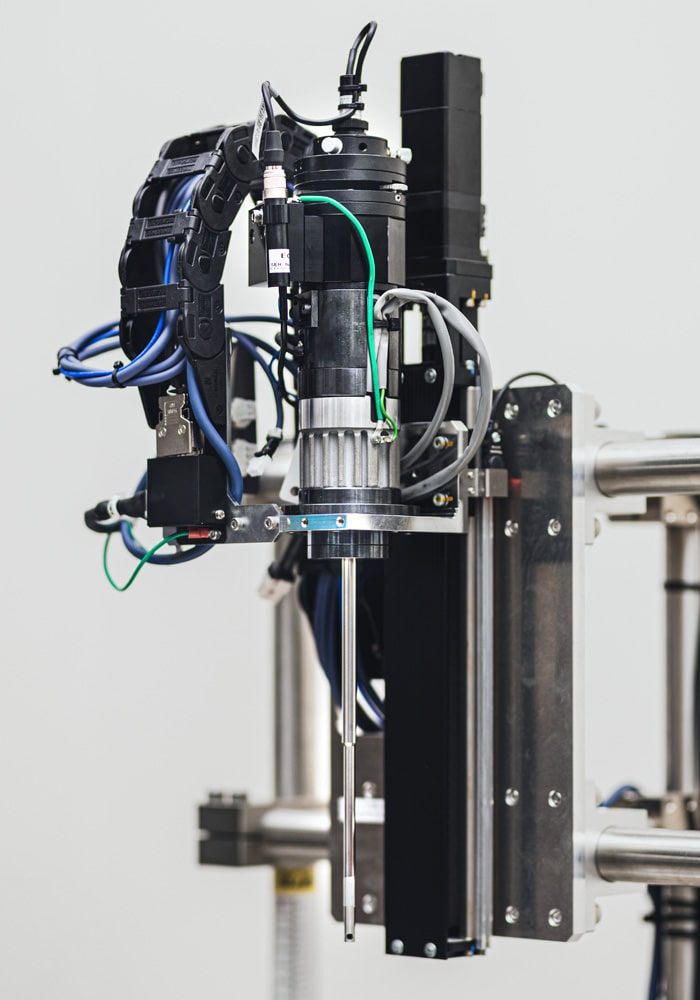
内径缺陷检测
安奈测3 Φ6
可以检测的目标直径:Φ7mm~Φ30mm
孔径为Φ7mm以上的内径检测用标准机型。
具有优良的检查精度、检查速度、耐用性和坚固性的内径检测设备,可支持大批量生产线。
解决问题
- 通过全自动检测,大幅降低人工成本。
- 消除主观判断——数字化标准确保质量稳定一致。
- 防止因过度质量要求导致的过量不合格判定。
- 大幅缩短检测时间,让生产线持续高效运转。
产品规格
设备规格
| 型号 | SG-LSDC-6-203-15K-STD |
|---|---|
| 方式 | 光学扫描方式 |
| 光源 | 红色半导体激光器(波长640nm,最大40mW) |
| 激光等级 | 等级为3B |
| 检出成分 | 直射光 |
| 对象口径 | Φ7mm~ |
| 旋转数 | 15,000rpm |
| 有效测量长度 | 200mm |
| 最小检出尺寸 | 0.2mm |
| 目标检测速度 | 约4秒 ※测量长度100mm、分辨率为0.1mm时 |
| 采样频率 | ~2,400kHz |
| 电源 | 100、200V |
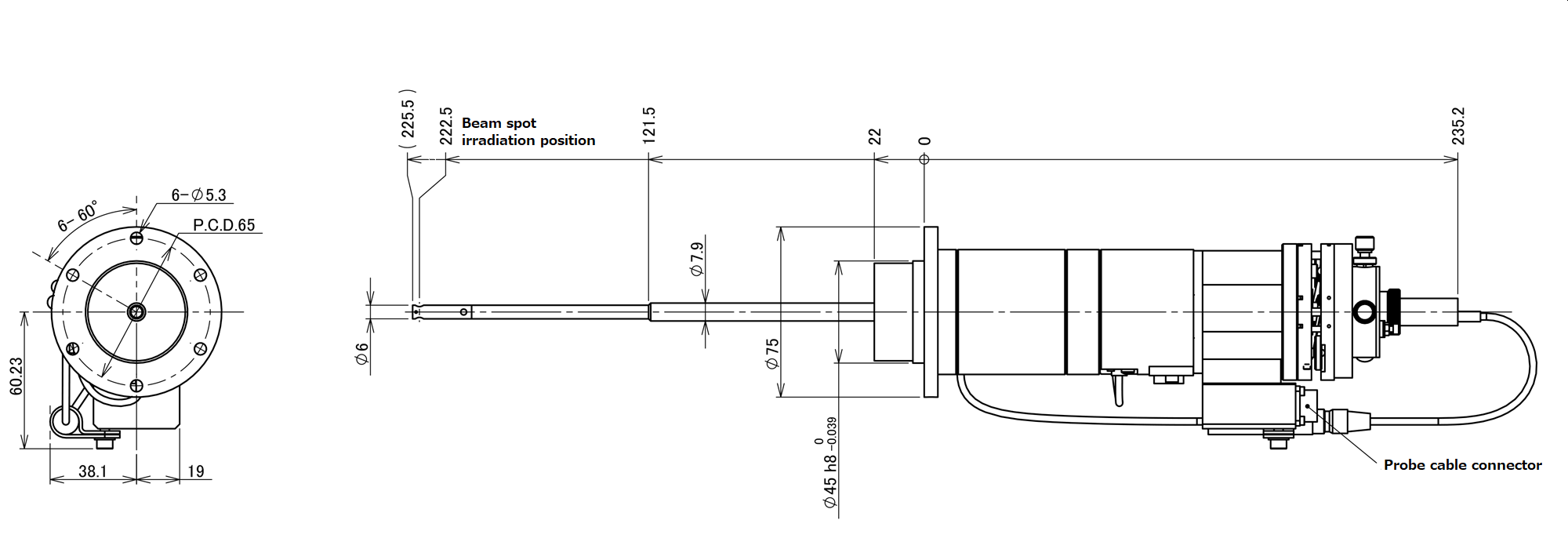
简略图纸
其他产品列表

| 产品名称 | 型号 | 对象口径 | 旋转数 | 有效测量长度 | 最小检出尺寸 | ||
|---|---|---|---|---|---|---|---|
|
SG-LSDC-6-203-15K-STD | Φ4mm〜 | 10,000rpm | 50mm | 0.2mm | ||
|
SG-LSDC-8-190-15K-STD | Φ9mm〜 | 15,000rpm | 190mm | 0.2mm | ||
|
SG-LSDC-6-203-18K-NEO | Φ7mm〜 | 18,000rpm | 200mm | 0.2mm | ||
|
SG-LSDC-6-203 | Φ7mm〜 | 15,000rpm | 200mm | 0.2mm | ||
|
SG-HDRM5 | Φ7mm〜 | 15,000rpm | 200mm | 0.2mm |





产品概要
产品特征
- 可以进行非破坏性和非接触式检查。
- 可以检查无法目视检查的区域。
- 通过设置缺陷判定标准,实现合格/不合格的自动判定。
- 由于利用激光照射工件并捕获其反射光,因此几乎不受外来光源的影响。
- 检测数据可以留下缺陷信息,因此可以反馈到制造过程中。
导入安奈测的优势
降低检测成本。
在不合格品流出生产线之前将其拦截。
全面可追溯——每一条检测结果,全部留档。
消除检测人员之间的质量判断差异。
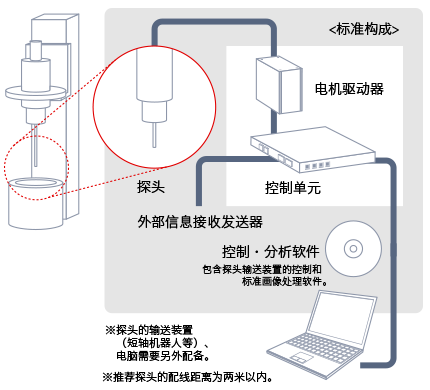
系统构成
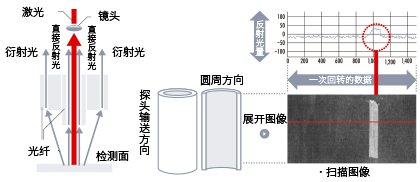
工作原理
STEP1
激光发出照射,对检查对象的表面进行整体扫描。
STEP2
利用直接光和反射光在划痕和缺陷处产生的光的角度差异很大的事实,对各个反射光的量进行分离和接收。
STEP3
使用独特的算法分析光量的变化,并自动判定缩孔、伤痕、裂纹等。
导入示例 500台以上。110家企业。11个国家以上。在汽车行业及更多领域获得广泛验证。
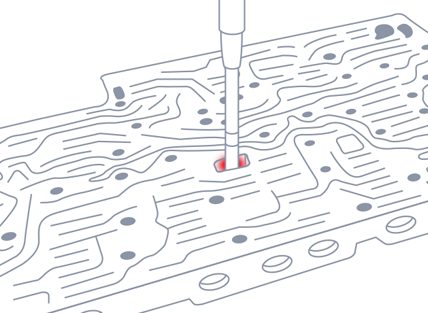
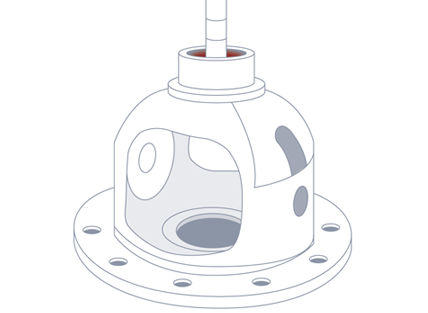
阀板的缩孔检测
阀体是用于自动汽车的零件。 是变速控制的心脏。 如果这部分有缺陷,很可能会发生换档冲击。 阀体上有多个不同直径的孔,该装置检查孔壁表面是否有缺陷。
检测顺序
- 在设备上设置工件。
- 在加工中心对探头和工件进行调心。
- 检测内壁,做出OK/NG判断。
- 对多个孔重复步骤 2 和 3 并做出最终判定。
- 工件被调出。
使用环境等
| 设备安装环境 | 工厂生产线内 |
|---|---|
| 使用探头 | 探头旋转类型 SG-LSDC-6-203 |
| 主要检测 | 缩孔,伤痕,剥离,裂纹,划痕等 |
| 检测对象直径・测量长度 | Φ8~15mm L=40~80mm |
| 节拍时间 | 约60秒(10孔检测) |
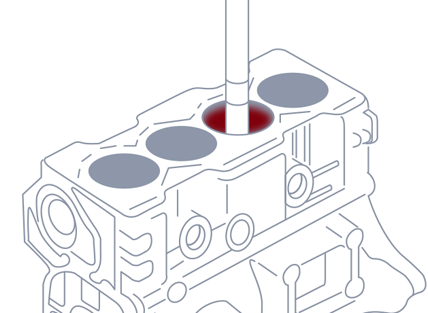
气缸的缩孔检测
用于检测汽车发动机的主要部件。
检测顺序
- 工件由皮带输送机运输。
- 在操作台上对工件进行定位和提升。
- 检测内壁,做出OK/NG判断。
- OK产品将进入到下一道工序,NG产品将进行目视重新检测。
使用环境等
| 设备安装环境 | 工厂生产线内 |
|---|---|
| 使用探头 | 探头旋转类型 SG-LSDC-8-190 |
| 主要检测 | 缩孔,伤痕,剥离,裂纹,划痕等 |
| 检测对象直径・测量长度 | Φ80mm L=120mm |
| 节拍时间 | 约40秒(4孔检测) |
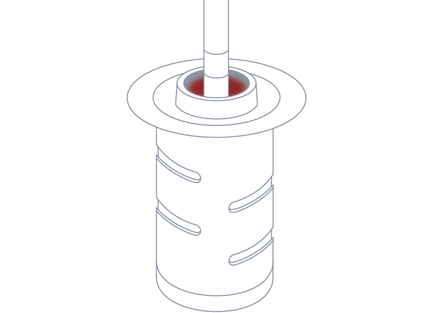
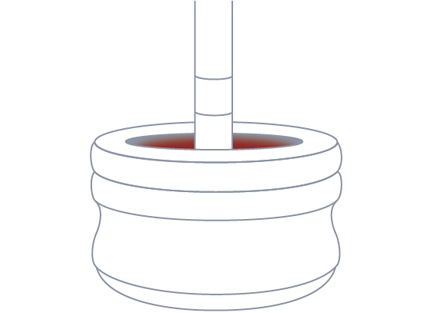
套筒的缩孔检测
检测顺序
- 将工件搬运到传送台。
- 检测内壁,做出OK/NG判断。
- OK产品将进入到下一道工序,NG产品将根据缺陷类型被排放。
使用环境等
| 设备安装环境 | 工厂生产线内 |
|---|---|
| 使用探头 | 探头旋转类型 SG-LSDC-6-203 |
| 主要检测 | 缩孔,伤痕,不完全加工等 |
| 检测对象直径・测量长度 | Φ12mm L=65mm |
| 节拍时间 | 约5秒/个 |
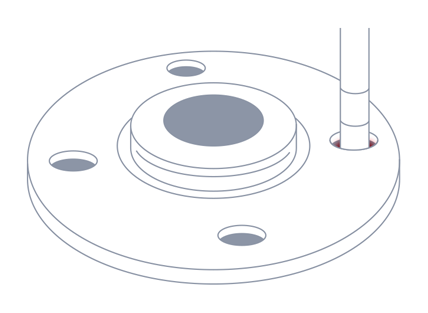
差速器箱的螺丝孔检测
检测顺序
- 手动设置工件并推动启动杆。
- 关闭闸门的同时开始检测。
- 工件在传送台上旋转的同时,对12个螺丝孔进行检测。
使用环境等
| 设备安装环境 | 工厂生产线内 |
|---|---|
| 使用探头 | 探头旋转类型 SG-LSDC-6-203 |
| 主要检测 | 缩孔 |
| 检测对象直径・测量长度 | M11mm L=20mm |
| 节拍时间 | 约45秒(12孔检测) |
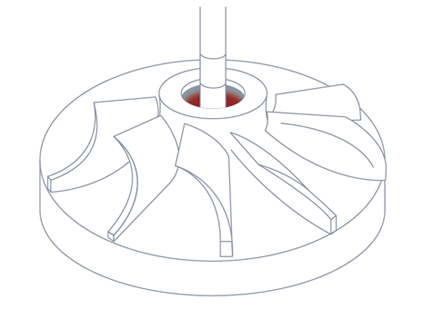
叶轮的伤痕检测
检测顺序
- 使用 6 轴机器人在工作站上设置工件。
- 检测叶轮轴孔内径,做出OK/NG判断。
- OK产品将进入到下一道工序,NG产品将进行目视重新检测。
使用环境等
| 设备安装环境 | 工厂生产线内 |
|---|---|
| 使用探头 | 探头旋转类型 SG-LSDC-2.3-50 |
| 主要检测 | 伤痕 |
| 检测对象直径・测量长度 | Φ5mm L=60mm |
| 节拍时间 | 约15秒/个 |
轴承的粗糙度残留检测
检测顺序
- 将工件搬运到传送台。
- 检测内(外)壁,做出OK/NG判断。
- OK产品将进入到下一道工序,NG产品将进行目视重新检测。
使用环境等
| 设备安装环境 | 工厂生产线内 |
|---|---|
| 使用探头 |
|
| 主要检测 | 粗糙度残留 |
| 检测对象直径・测量长度 | Φ30mm L=15mm |
| 节拍时间 | 约4秒 |
螺丝孔的检测
检测顺序
- 将工件搬运到传送台。
- 检测4个螺丝孔,判断每个孔是否OK/NG。
- OK产品将进入到下一道工序,NG产品将进行目视重新检测。
使用环境等
| 设备安装环境 | 工厂生产线内 |
|---|---|
| 使用探头 | 探头旋转类型 SG-LSDC-2.3-50 |
| 主要检测 | 污染,螺距等 |
| 检测对象直径・测量长度 | M6mm L=10mm |
| 节拍时间 | 约10秒(4孔检测) |
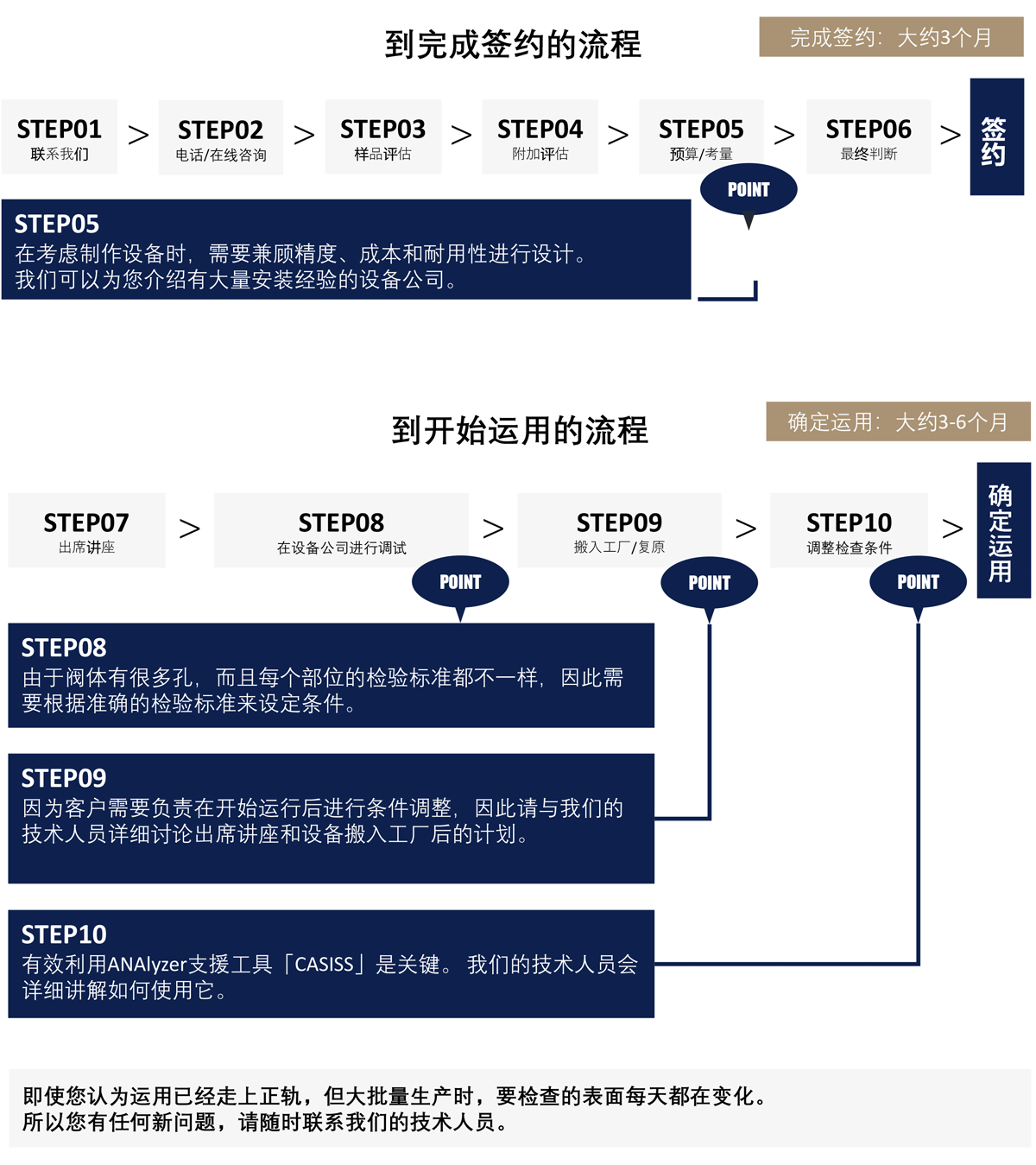
到开始使用的流程 从咨询到正式投入使用——我们全程为您提供指导。
销售公司列表 遍布中国的授权销售合作伙伴
| 合作企业名称 | 出席讲座 并通过了认证测试 |
10台以上销售业绩 | |
|---|---|---|---|
| 重庆盟道工业技术有限公司 | |||
| 上海臻精機械有限公司 | |||
| 华耐视(哈尔滨)智能检测科技有限公司 | |||